
光伏组件生产线工艺流程-解决方案-选型关键-成本规划
光伏组件生产线作为新能源产业的核心制造环节,其设计方案与布局直接影响生产效率和产品质量。针对5-500MW不同规模的光伏组件生产线,需综合考虑工艺流程、设备选型、空间利用及智能化程度等因素,以下为详细设计方案分析。
一、生产线规模与产能规划
1. 5-50MW级生产线
年产能约50MW,适合初创企业或区域性项目。采用半自动化设计,主要包含以下工段:
电池片分选:配备EL检测仪和分档设备,处理能力约800片/小时
焊接工序:2台串焊机并行工作,日产量约2000组件
层压封装:单层层压机(6-8分钟/片)配合冷却架
装框测试:手动装框台与IV测试仪组合
2. 200-500MW级生产线
年产能可达450-550MW,需全自动化设计:
采用 双轨高速串焊机(1200片/小时)
层压环节配置 三工位层压系统,效率提升40%
引入 AGV物料运输和MES生产管理系统
3. 500MW以上超级工厂
需采用 模块化单元设计,每个单元产能250MW,关键特征包括:
智能物流:立体仓库+机器人分拣系统
数字孪生:实时监控工艺参数波动
定制化设备:如可处理210mm大尺寸硅片的专用焊接机
二、核心工艺布局方案
(1)串联式布局(适用于50-200MW)
典型流程:
原料仓→分选→激光划片→串焊→叠层→层压→装框→测试→包装`
优势:设备投资低(约2000万元),改造灵活
缺点:单点故障易导致全线停产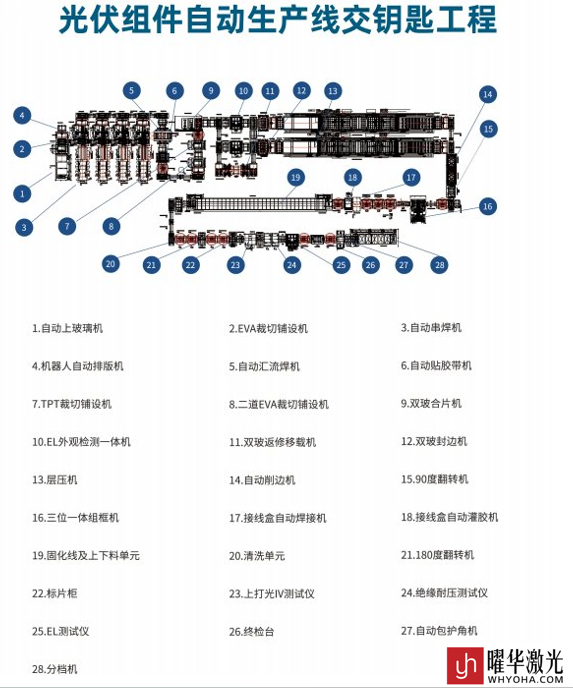
(2)U型单元布局(300MW-1GW)
创新点:
每个工艺单元形成独立闭环
层压与装框采用 **卫星式工作站**
测试工位配备 **AI视觉检测系统**
案例:某1GW工厂通过U型布局减少物料搬运距离达60%

(3)混合式柔性布局
结合组件类型动态调整:
双玻组件专用通道:增加边角处理机
传统组件线:优化EVA铺设精度
预留HJT电池兼容接口

三、关键设备选型建议
1. 焊接设备
50MW线:可选国产武汉曜华激光的串焊机(精度±0.3mm)
1GW线:推荐应用材料Baccini高速焊机(带红外校准)
2. 层压系统
小型线:采用油加热层压机(温度均匀性±1.5℃)
大型线:必须配置 **真空预压+多段温控** 系统
3. 测试设备
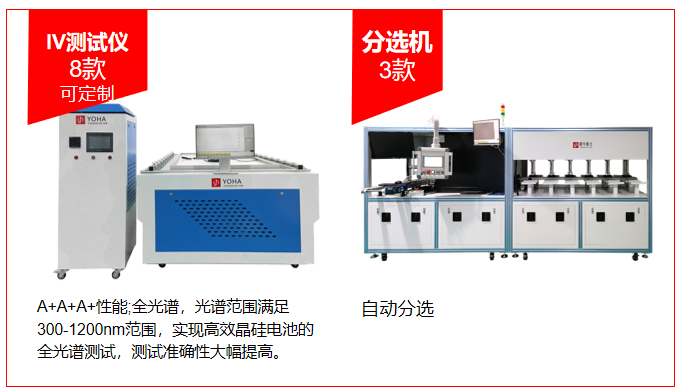
标配EL+IV+绝缘测试三合一平台
1GW级建议增加 **量子效率检测模块**
四、智能化升级要点
1. 数字孪生系统
通过3D建模实时映射:
层压温度场分布
焊接应力变化曲线
2. AI质量管控
基于深度学习的隐裂识别(准确率>98%)
功率预测模型(误差<0.5%)
3. 能源管理系统
集成:
余热回收装置(降低能耗15%)
光伏屋顶自发电系统
五、厂房设计规范
1. 空间需求
| 产能 | 洁净区面积 | 总占地面积 |
|50MW|800-1000㎡|3000㎡|
|1GW|15000㎡+5000㎡仓库|50000㎡|
2. 环境控制
焊接车间湿度≤40%RH
层压区洁净度要求ISO Class 7
3. 物流通道
主通道宽度≥4.5m(AGV通行)
物料缓冲区设置旋转平台
六、典型案例分析
江苏某800MW工厂布局:
采用武汉曜华激光新能源推荐的双线并行设计,每条线4个制造单元
创新点:
层压后直接连接自动削边机
测试数据实时上传区块链系统
成效:人均产出提升至2.5MW/年

七、未来扩展设计
1. 预留TOPCon金属化设备接口
2. 组件尺寸兼容至2300×1300mm
3. 氢能备用电源接入点
该方案通过模块化设计可灵活适配不同投资规模,1GW级工厂设备投入约3.8亿元,投资回收期约5.2年(按组件均价1.8元/W计算)。建议结合具体产品技术路线(如PERC/HJT)进行细节优化,同时需注意大尺寸组件对现有设备的兼容性改造需求。
一、生产线规模与产能规划
1. 5-50MW级生产线
年产能约50MW,适合初创企业或区域性项目。采用半自动化设计,主要包含以下工段:
电池片分选:配备EL检测仪和分档设备,处理能力约800片/小时
焊接工序:2台串焊机并行工作,日产量约2000组件
层压封装:单层层压机(6-8分钟/片)配合冷却架
装框测试:手动装框台与IV测试仪组合
2. 200-500MW级生产线
年产能可达450-550MW,需全自动化设计:
采用 双轨高速串焊机(1200片/小时)
层压环节配置 三工位层压系统,效率提升40%
引入 AGV物料运输和MES生产管理系统
3. 500MW以上超级工厂
需采用 模块化单元设计,每个单元产能250MW,关键特征包括:
智能物流:立体仓库+机器人分拣系统
数字孪生:实时监控工艺参数波动
定制化设备:如可处理210mm大尺寸硅片的专用焊接机
二、核心工艺布局方案
(1)串联式布局(适用于50-200MW)
典型流程:
原料仓→分选→激光划片→串焊→叠层→层压→装框→测试→包装`
优势:设备投资低(约2000万元),改造灵活
缺点:单点故障易导致全线停产
(2)U型单元布局(300MW-1GW)
创新点:
每个工艺单元形成独立闭环
层压与装框采用 **卫星式工作站**
测试工位配备 **AI视觉检测系统**
案例:某1GW工厂通过U型布局减少物料搬运距离达60%
(3)混合式柔性布局
结合组件类型动态调整:
双玻组件专用通道:增加边角处理机
传统组件线:优化EVA铺设精度
预留HJT电池兼容接口
三、关键设备选型建议
1. 焊接设备
50MW线:可选国产武汉曜华激光的串焊机(精度±0.3mm)
1GW线:推荐应用材料Baccini高速焊机(带红外校准)
2. 层压系统
小型线:采用油加热层压机(温度均匀性±1.5℃)
大型线:必须配置 **真空预压+多段温控** 系统
3. 测试设备
标配EL+IV+绝缘测试三合一平台
1GW级建议增加 **量子效率检测模块**
四、智能化升级要点
1. 数字孪生系统
通过3D建模实时映射:
层压温度场分布
焊接应力变化曲线
2. AI质量管控
基于深度学习的隐裂识别(准确率>98%)
功率预测模型(误差<0.5%)
3. 能源管理系统
集成:
余热回收装置(降低能耗15%)
光伏屋顶自发电系统
五、厂房设计规范
1. 空间需求
| 产能 | 洁净区面积 | 总占地面积 |
|50MW|800-1000㎡|3000㎡|
|1GW|15000㎡+5000㎡仓库|50000㎡|
2. 环境控制
焊接车间湿度≤40%RH
层压区洁净度要求ISO Class 7
3. 物流通道
主通道宽度≥4.5m(AGV通行)
物料缓冲区设置旋转平台
六、典型案例分析
江苏某800MW工厂布局:
采用武汉曜华激光新能源推荐的双线并行设计,每条线4个制造单元
创新点:
层压后直接连接自动削边机
测试数据实时上传区块链系统
成效:人均产出提升至2.5MW/年
七、未来扩展设计
1. 预留TOPCon金属化设备接口
2. 组件尺寸兼容至2300×1300mm
3. 氢能备用电源接入点
该方案通过模块化设计可灵活适配不同投资规模,1GW级工厂设备投入约3.8亿元,投资回收期约5.2年(按组件均价1.8元/W计算)。建议结合具体产品技术路线(如PERC/HJT)进行细节优化,同时需注意大尺寸组件对现有设备的兼容性改造需求。
文章关键词: