
太阳能电池片为什么要进行划片?曜华激光解析工艺原理
做光伏组件这一行,经常有客户问:好好的整片电池,为什么非要划开?直接串焊不行吗?每次听到这个问题,我都得从头讲一遍。
根本原因就一句话:整片电池电流太大,内耗扛不住。
一块常规的156mm或182mm电池片,工作电流在8.5到9.5安培之间。这个电流水平如果直接串联成组件,内部电阻造成的功率损耗会相当可观。半片技术把这个电流直接砍半——划成两半之后,每半片的电流只有原来的一半。电流减半,电阻损耗降为原来的四分之一。这不是理论推算,是实打实的物理公式。

划片带来的功率增益,是看得见的。
行业里做过大量对比测试。采用半片技术之后,组件功率损耗能降低2%到3%,输出功率提升5%到10%。拿72片常规组件来说,半片方案能多出10瓦以上的功率。对组件厂而言,这10瓦就是实实在在的溢价空间。
除了功率,还有热斑问题。半片电池电流小,发热量只有整片的四分之一。组件工作温度降下来,长期发电性能自然更好,寿命也能延长10%到15%。

那划片到底是怎么“切”的?这里头有两种思路。
传统做法是“烧蚀+掰片”。激光先把电池片表面烧出一道槽,然后机械力沿着槽掰开。问题是烧出来的切割道周围有热影响区,硅材料熔了又凝,晶格产生微裂纹,掰的时候这些裂纹一扩展,碎片率就上去了。更麻烦的是,热损伤会破坏电池片的钝化层和PN结,TOPCon、HJT这类高效电池对这东西特别敏感。
另一种思路是“热应力诱导断裂”,也叫无损划片。激光不烧穿电池片,只对表面局部快速加热,同时用冷却手段制造一个温度梯度。温差产生热应力,脆性硅材料抗拉强度远低于抗压强度,应力达到阈值就沿着预设轨迹自己裂开。没有机械接触,没有熔融碎屑,断面光滑无毛刺。
曜华激光走的就是后面这条路。
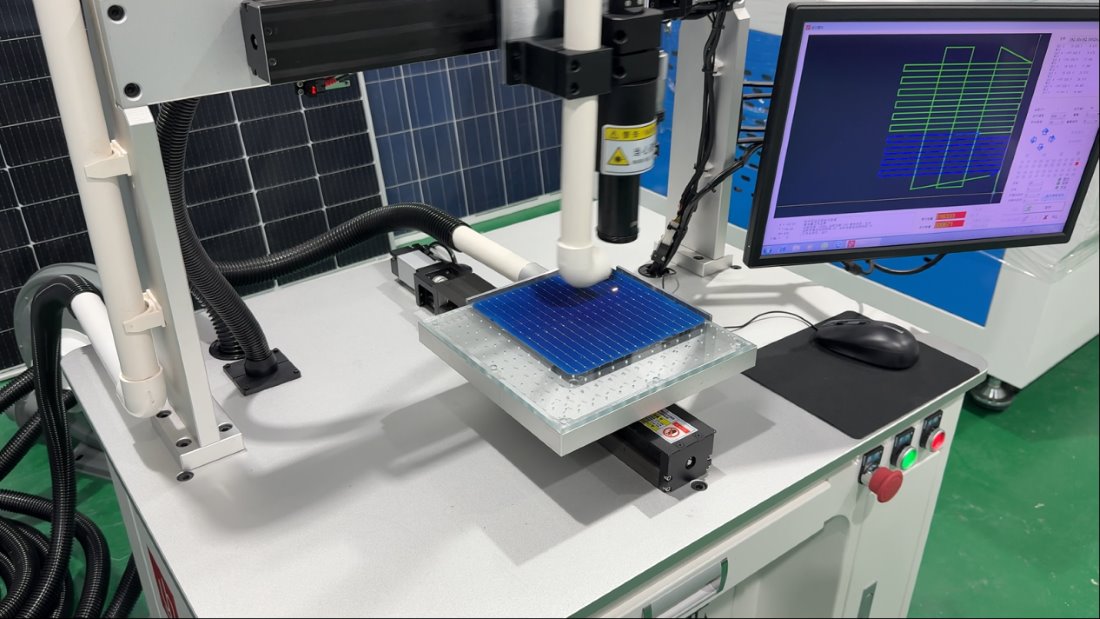
第三代无损激光划片机搭载1064nm光纤激光器,输出功率30W。关键指标是热影响区——控制在5微米以内。5微米什么概念?常规电池片厚度150到180微米,热影响区只占不到三十分之一,激光能量基本被锁在切割道表面,不往周边扩散。下方晶体结构完整,没有晶格缺陷,没有隐裂隐患。碎片率做到0.1%以下,良率99.9%以上。转换效率损失控制在0.1%以内——说白了,划完跟没划一样。
划片这个环节,不是“把电池切开”那么简单。
它是组件提效的起点。电流降下来,内耗减下去,功率才能上去。划得好不好,直接决定后面串焊、层压的良率,最终影响组件卖多少钱。在这个行业里,每0.1个百分点的效率损失都值得较真——划片环节尤其如此。
根本原因就一句话:整片电池电流太大,内耗扛不住。
一块常规的156mm或182mm电池片,工作电流在8.5到9.5安培之间。这个电流水平如果直接串联成组件,内部电阻造成的功率损耗会相当可观。半片技术把这个电流直接砍半——划成两半之后,每半片的电流只有原来的一半。电流减半,电阻损耗降为原来的四分之一。这不是理论推算,是实打实的物理公式。
行业里做过大量对比测试。采用半片技术之后,组件功率损耗能降低2%到3%,输出功率提升5%到10%。拿72片常规组件来说,半片方案能多出10瓦以上的功率。对组件厂而言,这10瓦就是实实在在的溢价空间。
除了功率,还有热斑问题。半片电池电流小,发热量只有整片的四分之一。组件工作温度降下来,长期发电性能自然更好,寿命也能延长10%到15%。
传统做法是“烧蚀+掰片”。激光先把电池片表面烧出一道槽,然后机械力沿着槽掰开。问题是烧出来的切割道周围有热影响区,硅材料熔了又凝,晶格产生微裂纹,掰的时候这些裂纹一扩展,碎片率就上去了。更麻烦的是,热损伤会破坏电池片的钝化层和PN结,TOPCon、HJT这类高效电池对这东西特别敏感。
另一种思路是“热应力诱导断裂”,也叫无损划片。激光不烧穿电池片,只对表面局部快速加热,同时用冷却手段制造一个温度梯度。温差产生热应力,脆性硅材料抗拉强度远低于抗压强度,应力达到阈值就沿着预设轨迹自己裂开。没有机械接触,没有熔融碎屑,断面光滑无毛刺。
曜华激光走的就是后面这条路。
第三代无损激光划片机搭载1064nm光纤激光器,输出功率30W。关键指标是热影响区——控制在5微米以内。5微米什么概念?常规电池片厚度150到180微米,热影响区只占不到三十分之一,激光能量基本被锁在切割道表面,不往周边扩散。下方晶体结构完整,没有晶格缺陷,没有隐裂隐患。碎片率做到0.1%以下,良率99.9%以上。转换效率损失控制在0.1%以内——说白了,划完跟没划一样。
它是组件提效的起点。电流降下来,内耗减下去,功率才能上去。划得好不好,直接决定后面串焊、层压的良率,最终影响组件卖多少钱。在这个行业里,每0.1个百分点的效率损失都值得较真——划片环节尤其如此。
文章关键词: