
电池片到成品组件要走多少道工序?曜华激光全自动光伏组件生产线流程科普
光伏电池片从出厂到成为合格成品组件,需经过多道精密工序。不少光伏新玩家、中小产能厂家搭建200-500MW产线时,因不熟悉流程导致布局混乱、衔接不畅,影响产能与良率。曜华激光结合整线交付经验,拆解全自动产线全流程,清晰科普各工序要点,助力企业高效投产。

很多人误以为“电池片直接组装就是成品”,实则完整流程包含8道核心工序,全程自动化衔接,这是规模化产线的核心要求。曜华激光全自动生产线将工序标准化、智能化,依托自主研发设备实现高效转化,破损率≤0.05%,组件良率≥99.5%。
工序一:电池片预处理——筑牢源头品质防线
核心是筛选合格电池片、优化精度。电池片分选机按电性能与外观分级,剔除不合格片;光纤激光划片机非接触切割,精度达±10μm,适配多工艺;自动上料机自动化输送,减少损伤、提升流转效率。

工序二:电池片焊接——实现电流连通
焊接是组件导电核心,全自动串焊机实现无损焊接,无虚焊漏焊,效率较人工提升30%以上;汇流条焊接机完成电路连通,全程自动化,规避人工操作偏差。
工序三:电池串排版——保障组件结构均匀
自动排版机按组件规格,将电池串均匀排布,严控间距、杜绝位移,保障外观与发电效率;适配230、182大尺寸组件,可快速切换参数,契合规模化柔性生产需求。

工序四:叠层封装——打造组件“防护屏障”
自动叠层机将玻璃、EVA胶膜、电池串、背板按顺序精准叠放,形成“三明治”结构,无褶皱气泡;叠层后初步EL检测,排查隐性缺陷,避免不合格半成品流入下工序。
工序五:高温层压——实现材料牢固粘合
层压决定组件密封性与寿命,半成品在135-145℃高温真空环境下,通过EVA胶膜熔融固化,实现各材料牢固粘合。曜华层压机温控精准、排泡彻底,阶梯加热技术提升效率50%,适配规模化生产。
工序六:冷却定型与修边——确保组件尺寸合规
层压后组件经冷却定型台降温防变形,保障尺寸精准;自动修边机修剪多余EVA胶膜,确保外观整洁、尺寸达标,为装框做好准备。
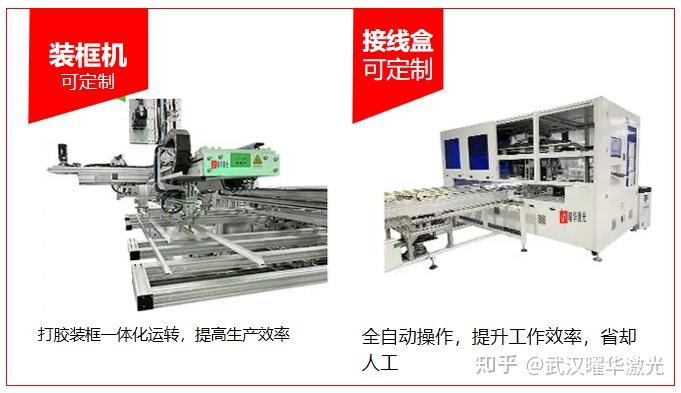
工序七:装框与接线盒安装——强化防护与电路引出
自动组框机安装铝合金边框并注胶密封,提升组件抗冲击、防潮能力;接线盒焊接机自动化焊接密封,杜绝漏电进水隐患,保障使用安全。
工序八:全流程质检与成品打包——守住出厂品质关
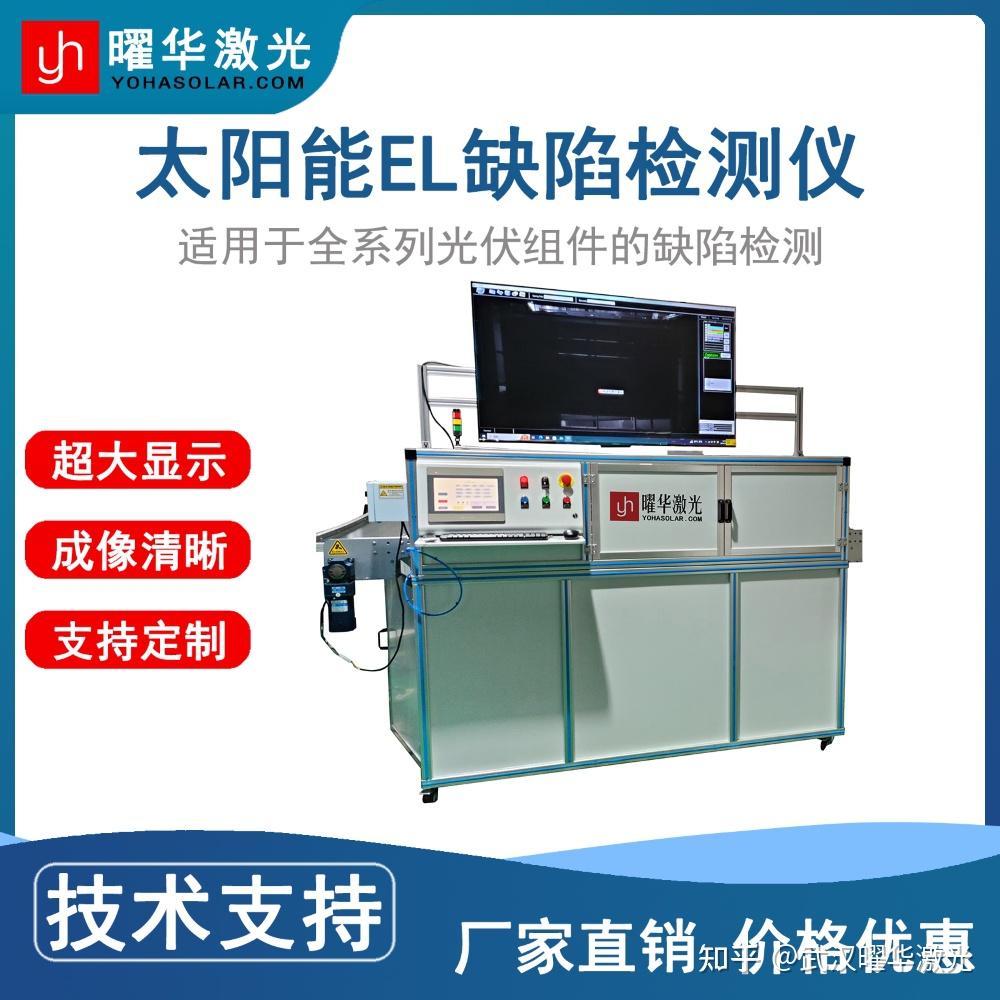
IV、EL测试仪实现100%全检,EL捕捉隐性缺陷,IV检测电性能,准确率≥99.8%;外观检测分流不合格品;合格组件经激光打标、自动化打包,适配仓储运输。
8道核心工序环环相扣,曜华激光全自动产线实现工序无缝衔接、全流程无人化,人工干预率降低80%以上,适配200-500MW产线,配套全流程技术支持,助力企业高效建线、实现产能良率双达标。